
Comment percer des trous à intervalles précis
Percer des trous écartés d’une distance précise à une petite fraction de mm près n’est pas chose facile pour le bricoleur moyennement outillé.
Je vous propose ici une solution qui vous permettra de maîtriser le 1/10e de mm ou peu s’en faut.
A -Réalisation du dispositif (pousseur)
L’idée de base est très simple ; elle repose sur le fait que le pas d’une vis ou d’une tige filetée M6 est de 1mm. Ainsi en faisant tourner une telle vis de n tours on va translater son extrémité de n mm. On pourra ainsi décaler une pièce placée sur la perceuse à colonne d’exactement n mm. En repérant les 1/10e de tour, on pourra définir la translation à 0,1 mm près.
F ig 1
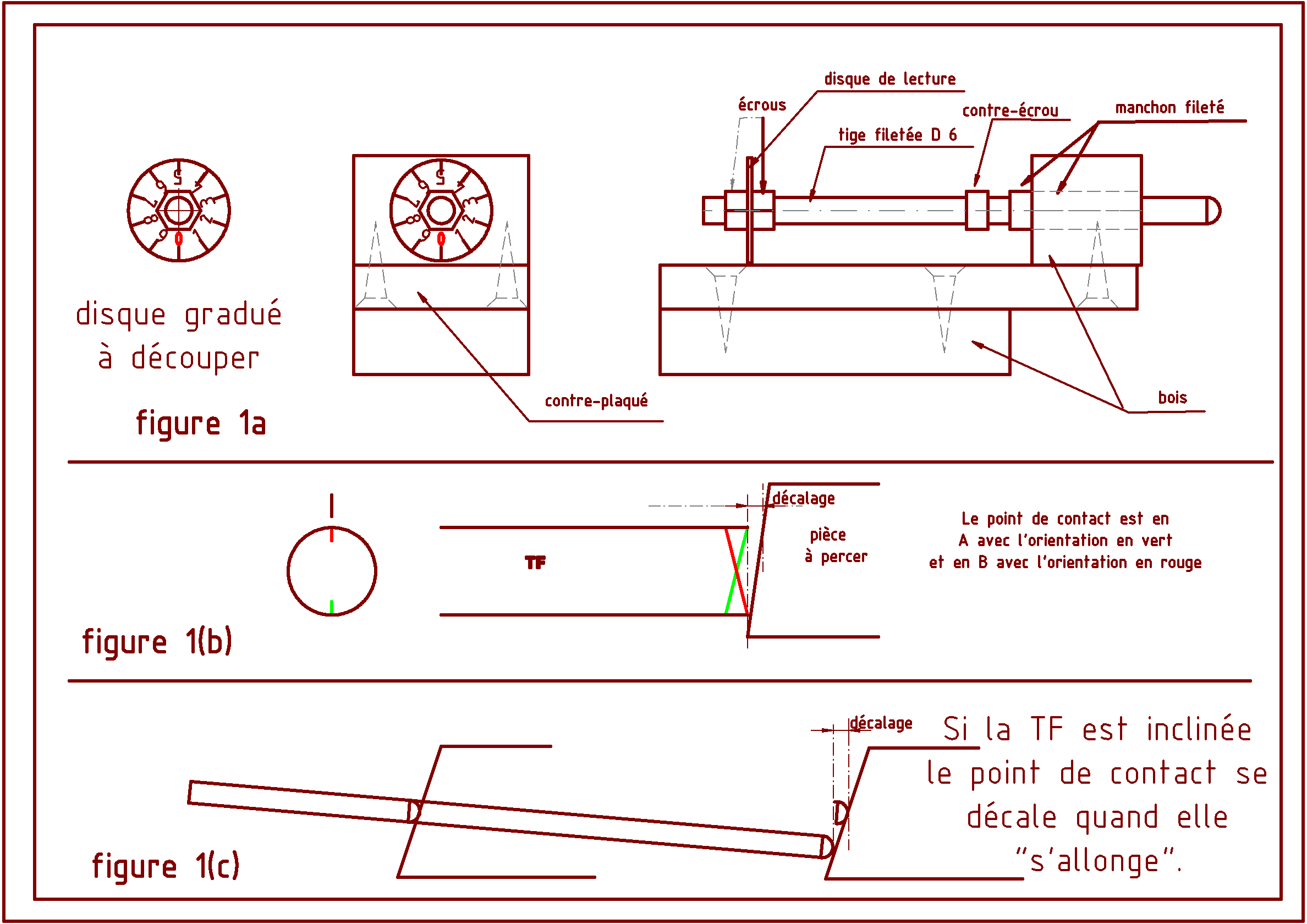
La figure 1a montre le dispositif à réaliser. Les cotes ne sont pas impératives et certaines sont à adapter à la configuration de votre perceuse.
Débiter 40 mm dans de la latte de section 25 x 25 mm.
Découper un rectangle de 40 mm x 150 mm dans du contre-plaqué de 10 mm d’épaisseur.
Tracez la grande médiane (voir le trait bleu sur les photos.
Dans le bout de latte, percez un trou de 11 mm de diamètre, centré sur une face 40 x 25 .
Enfoncez le manchon fileté à section hexagonale dans ce trou, d’abord au marteau puis en serrant dans un étau.
Assemblez les 2 pièces avec une vis à bois ; la deuxième sera mise plus tard ➀.
Placez sous le contre-plaqué un bout de tasseau 27 x 40 (à adapter à la configuration de votre perceuse (photo 1). Assemblez avec deux vis.

Photo 1
Imprimez découpez et collez le dessin du disque gradué de la figure 1a sur du profilé plat en aluminium (ou autre chose de rigide). Percez un trou diamètre 6 mm bien centré. Découpez le disque en cercle ou en polygone à 10 cotés.
Prenez une très longue vis. M6. Mais les longues vis sont rarement filetées sur toute la longueur, donc prenez plutôt de la tige filetée.
Les tiges filetées en inox semblent être de meilleure qualité. Assurez vous que la vôtre se visse sans difficulté dans le manchon fileté.
Pour couper la tige filetée (TF) , serrez la dans un étau en interposant des mordaches en alu ou simplement des pièces de bois de manière à ne pas abîmer les filets. Je vous conseille également de scier entre deux écrous, ils reformeront les derniers filets en ressortant.
Vissez la TF dans le manchon jusqu’à ce qu’elle ressorte d’un cm du coté du trait bleu (photo 2). Vissez un contre écrou et serrez simplement à la main.
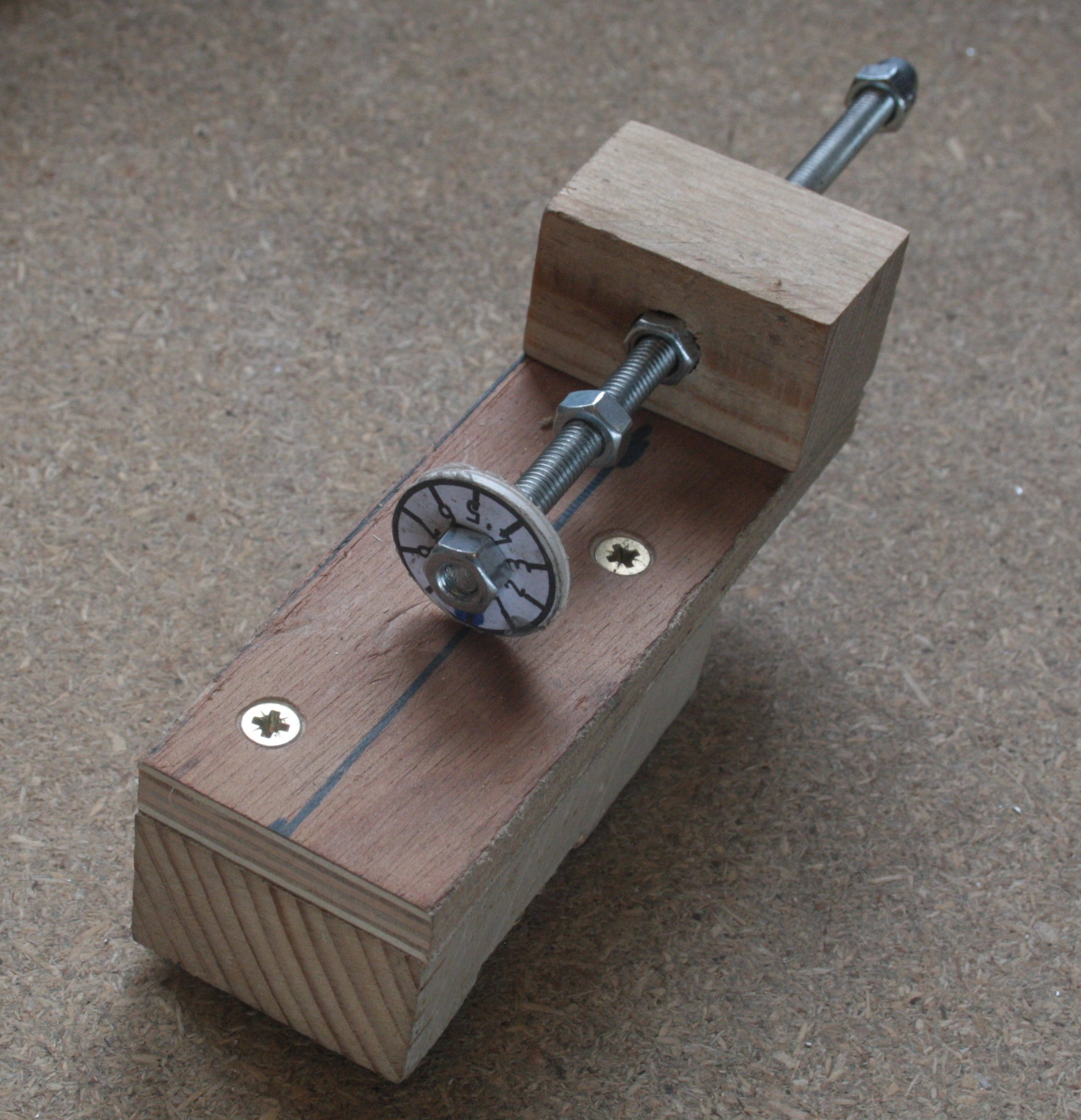
Photo 2
Ma perceuse est fournie avec une cornière qui peut se bloquer sur le socle (boutons rouges photo 1). En principe, toutes les perceuses à colonne ont deux rainures qui vous permettront de faire la même chose. Mettez en place une cornière bloquée sur le socle et rigoureusement perpendiculaire au bord de la perceuse.
Placez le pousseur contre le bord de la perceuse. Ajustez l’orientation de le TF de façon à ce qu’elle s’aligne exactement avec la cornière. Percez et mettez en place la 2e vis (voir le repère ➀ plus haut).
Continuez de visser la TF ; serrez le disque gradué entre deux écrous. Attention : Pour bloquer il faut maintenir fixe l’écrou extérieur et faire tourner uniquement l’autre écrou pour éviter de décoller les graduations.
À l’extrémité opposée, vissez un écrou borgne. Inutile de serrer fort, on fera un collage à la fin.
Il faut une pièce intermédiaire entre l’écrou borgne et la pièce à pousser. La photo 3 montre cette pièce obtenue en pliant à l’étau un bout de profilé plat en aluminium. L’angle doit être parfaitement droit. On peut aussi utiliser un bout de latte à condition de couper la face verticale à la scie à onglet. Le décrochement évite au foret à centrer de buter quand on pré-perce près de l’extrémité.

photo 3 Les deux modèles de pièce intermédiaire.
Votre appareil est prêt.
B -Utilisation
Montez dans le mandrin un foret de 2mm.
Posez à plat contre la cornière, un foret couché de dy – 1 mm, où dy est la distance entre l’axe des trous à percer et le bord de la pièce (figure 2a. Déplacez la cornière pour que le foret couché soit juste pris entre la cornière et le foret de 2mm. Vérifiez la perpendicularité de la cornière avec le bord du socle. Bloquez la cornière.
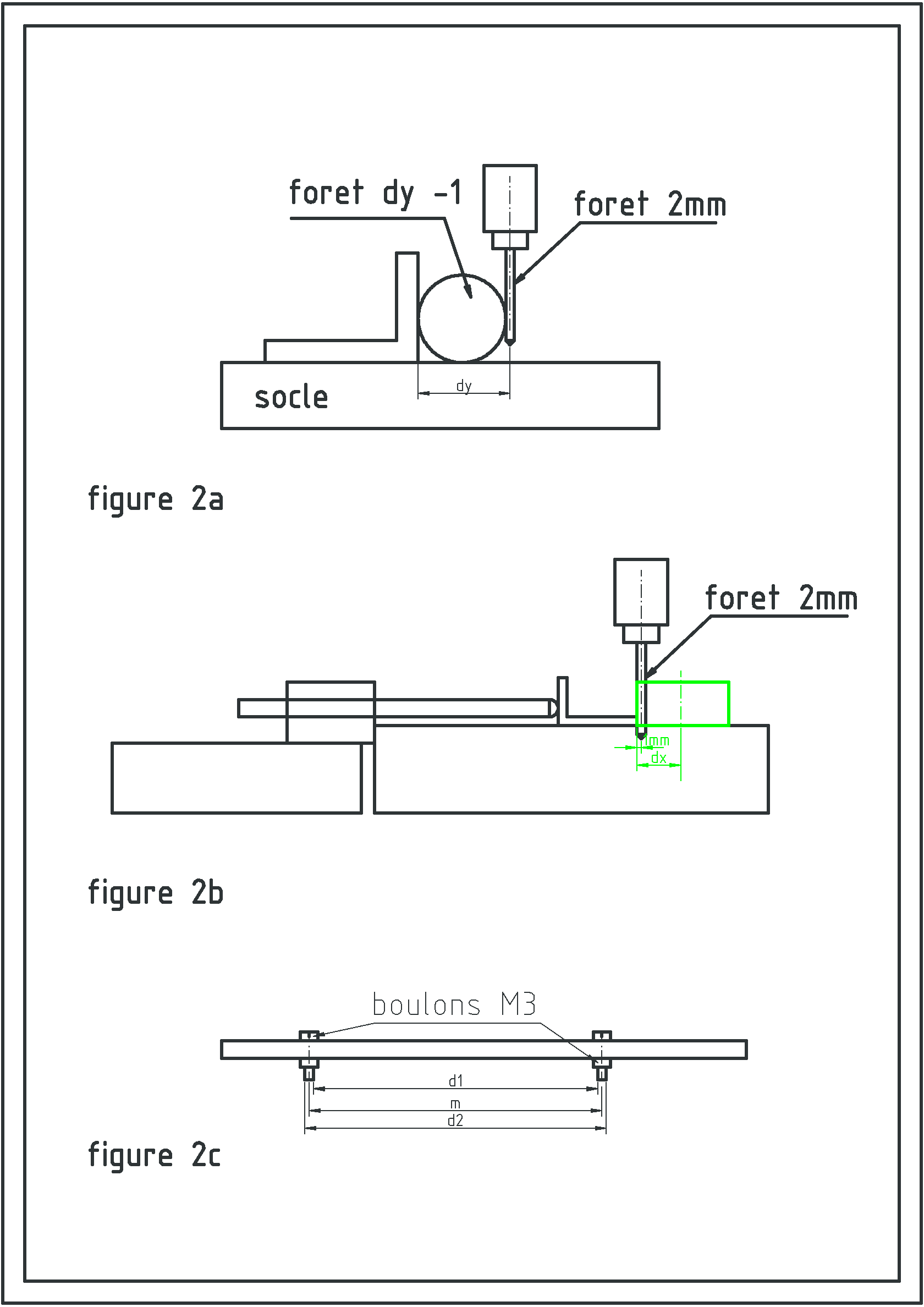
Fig 2
Mettez la pièce intermédiaire en contact léger avec le foret. Mettez en place le pousseur en butée contre le socle de la perceuse et vissez la TF jusqu’à ce que l’écrou borgne arrive au contact avec la pièce intermédiaire après avoir serré le contre écrou à la main.
Si vous placiez la pièce à percer contre la pièce intermédiaire, elle serait en place pour percer un trou à 1mm du bord (figure 2 b). Pour percer à dx mm il faut visser la TF de (dx – 1 ) tours. Repérez le chiffre au contact du trait bleu, vissez en comptant les tours et serrez le contre écrou à la main.
Notez que le chiffre 0 écrit en gras et en rouge permet de compter rapidement les tours de TF. Remettez en place tout l’ensemble y compris la pièce à percer.
Bloquer la pièce avec une seconde cornière.
Montez un foret à centrer sur le mandrin et pré-percez le premier trou.
Vissez la TF à raison de 1 tour par mm d’écart, serrer très légèrement le contre écrou, remettez tout en place comme précédemment, pré-percez à nouveau, etc. ..
C -Interrogations sur la précision
Il est bon de s’interroger sur ce qui pourrait altérer la précision du système.
Que se passe-t-il si la TF est légèrement inclinée ?
Soit a l’angle d’inclinaison. La translation obtenue se trouve multipliée par cos(a). Raisonnons sur une longueur de tige de 100mm. Une erreur de 0,1mm correspond à 1/1000e de la longueur donc cos(a) =0,999. La calculette nous dit que arccos(0,999) = 2,56° et que tg(2,56°) = 0,045, ceci nous indique que la « dérive » doit être inférieure à 4,5mm , ce qui est parfaitement réalisable. Ouf !
Que se passerait-il si l’extrémité de la TF était utilisé tel quel sans écrou borgne et sans pièce intermédiaire ?
Je laisse réfléchir les plus motivés, mais je vous donne directement les conclusions :
-
Si l’extrémité de la TF est en biais et que la pièce est parfaite, il n’y a pas de soucis.
-
Si à l’inverse, l’extrémité de la TF est parfaite mais que la pièce est mal coupée, il n’y a pas d’erreur non plus.
-
Si les deux pièces sont imparfaites mais que tous les points d’arrêt se font avec la même orientation (par exemple sur la graduation 6), il n’y a aucun problème.
-
Si les deux pièces sont imparfaites et qu’on s’arrête sur des orientations différentes ( cas ou la distance entre les trous ne correspond pas à un nombre entier de mm) alors on introduira une erreur (figure 1b). Par exemple si les pentes des 2 pièces en contact sont de 10 % l’erreur sera dans le pire des cas, de 10 % de 6mm = 0,6mm. Aie !
-
La figure 1c montre un autre cas de figure : la TF est inclinée et la pièce est coupée en biais. Si la TF descend de 1mm et que la pente de la pièce est de 10 % on introduira une erreur de 0,1mm.
La meilleure solution consiste à placer une pièce sphérique à l’extrémité de la TF. Dans ce cas, le point de contact reste sur place quand la TF tourne. L’écrou borgne offre une bonne approximation de ce cas idéal. Avec une pièce intermédiaire parfaitement exécutée on est complètement à l’abri de ce genre de problème.
Quand tout est bien au point, je vous conseille de coller l’écrou borgne à la cyanolite après un bon dégraissage à l’acétone ou à l’essence F.
D - le test
Pour vérifier que le pousseur fonctionne bien, je vous propose une petite manip.
Dans un bout de profilé plat, percez deux trous de diamètre 3mm espacés d’environ 5 à 10 cm. Inutile de mesurer à ce stade.
Dans ces trous, passez des vis M3 et vissez des écrous.
Mesurez au pied à coulisse très soigneusement les distances d1 et d2 ( figure 2c).
Calculez la moyenne m= (d1 + d2) / 2
Exécutez des perçages de 3 mm écartés de m.
Vérifiez que les vis entrent sans difficulté dans ces trous.
© M Guignard 2021